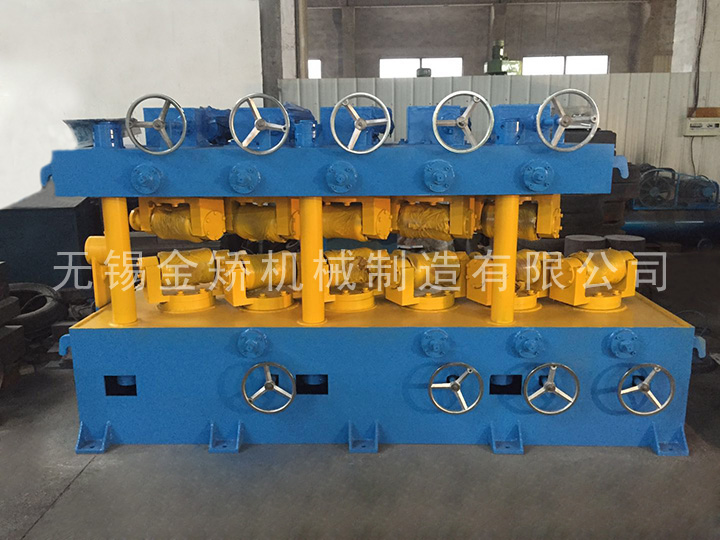
管棒材矯直機
管棒材矯直機在對型鋼進(jìn)行矯直的時候����,常見的缺陷主要有成品的扭轉(zhuǎn)、彎曲和波浪等�����,而在實際的生產(chǎn)過程中�,主要有哪些相應(yīng)的措施可以預(yù)防呢?
一��、成品出現(xiàn)波浪彎:波浪彎主要可以分為型鋼的腿部波浪�,以及型鋼的腰部波浪兩種情況,而出現(xiàn)腰部的波浪主要是因為�,相鄰的矯直輥在工作的直徑上相差比較大��,矯直的孔型出現(xiàn)不準(zhǔn)����,導(dǎo)致較直輥發(fā)生不圓���,或者是裝配的間隙太大�,導(dǎo)致矯直輥在轉(zhuǎn)動的過程中出現(xiàn)嚴(yán)重的跳動現(xiàn)象��;上輥系在壓力的分配上出現(xiàn)嚴(yán)重的不合理�;好的措施是,對矯直輥的使用情況進(jìn)行詳細(xì)的檢查���,確認(rèn)每個輥之間在直徑上的偏差情況���,并適當(dāng)?shù)膶ΤC直輥在位置上進(jìn)行調(diào)整,或者是直接將不符合要求的輥進(jìn)行替換��,同時還需要對上輥的壓力進(jìn)行重新的調(diào)整和分配��。而出現(xiàn)腿部的波浪主要是由于矯直輥在孔型上出現(xiàn)錯位����,或者是軸向的竄動過大,較好的措施是重新的對矯直輥進(jìn)行對正��,并對設(shè)備的安裝工藝進(jìn)行規(guī)范的檢查�����,解決軸向竄動的情況��。
二��、成品矯直后出現(xiàn)扭轉(zhuǎn):將鋼材進(jìn)行矯直之后���,出現(xiàn)扭轉(zhuǎn)的原因是因為上輥系在壓力的分配上偏小或者是矯直孔型出現(xiàn)錯位�����;可以適當(dāng)?shù)膶ι陷伒膲毫χ颠M(jìn)行增加����,并定期的對上下輥系在孔型上的對正情況進(jìn)行檢查��,以免其再次出現(xiàn)錯位的現(xiàn)象�����。

 蘇公網(wǎng)安備 32021402001987號
蘇公網(wǎng)安備 32021402001987號


